
详细介绍
产品特点:
l 双工位/单工位检测可选;
l 全程c扫软件,探伤记录全程记录,实时显示c型扫描仿真缺陷及合格率统计;
l 环形检测以圆周方向扫查方形及展开平面图,结果包含最小焊深、最大焊深、平均焊深、检测深度、单个缺陷数、最大单个缺陷尺寸、累计缺陷百分比;
l 检测效率:单工位单件检测时间15-30s(3-6mm焊深);
主要技术参数:
|
通道数量 |
1-2通道 |
|
最高重复频率 |
单个通道最高重复频率可达20khz |
|
通道工作时序 |
可同时独立工作检测 |
|
扫查速度 |
15秒/件(3mm焊深) |
|
螺旋扫查 |
每旋转一圈步进0.2mm |
|
中心定位精度 |
0.1mm |
|
探头自由升降精度 |
0.01mm |
|
误差 |
垂直线性误差:≤3% |
|
水平线性误差:≤1% |
|
|
探头位置重复定位精度 |
≤0.01mm |
|
检测灵敏度 |
φ0.5mm |
|
闸门 |
3个闸门 |
|
探头工作模式 |
单探头发射、接收 |
|
灵敏度余量 |
>52db |
|
增益范围 |
100 db,步进0.1 db、1 db、10 db |
|
重复性 |
0.1mm |
|
数字抑制 |
0~100% |
|
报警 |
各报警闸门可分别设置为进波和失波报警 |
|
设备工作时间 |
连续24小时 |
应用范围及案例
l 变速箱齿轮、发动机飞轮、齿轮轴、差速器壳体、拨叉及其它零部件;
l 检测工件:激光焊接齿轮、电子束焊齿轮,内径大于φ10mm,实际按客户提供的图纸尺寸;
l 根据甲方实际根据探伤需求,对环形焊缝的虚焊、漏焊、未焊透等焊接质量进行水浸超声波检测。
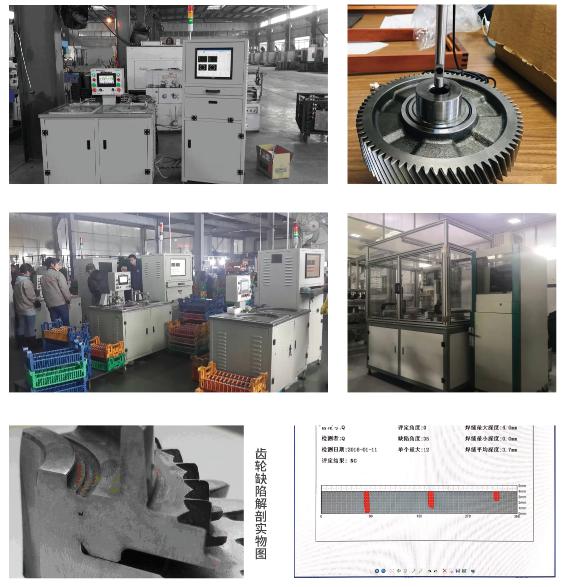
图片欣赏
 c扫水浸超声检测系统 管、棒、盘环件无损检测 |
 螺旋前进超声波检测系统 管、棒材内部表面及近表面缺陷检测 |
 高速旋转超声波检测系统 管、棒材批量检测 |